



Threaded pipe flanges are widely used across industrial, commercial, and municipal piping systems. Selecting the right one for a specific application involves more than just choosing a pipe size. Before specifying or installing a threaded pipe flange, engineers and procurement teams need to understand the governing standards, pressure classes, pressure-temperature ratings, face types, dimensions, and material requirements.
1. What Is a Threaded Pipe Flange and How Does It Connect?
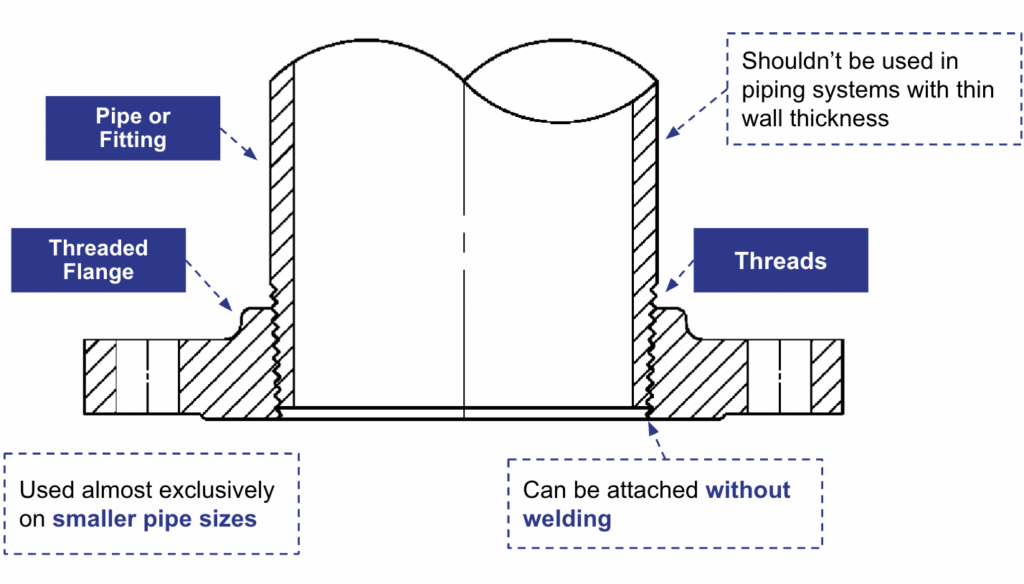
Threaded pipe flanges are mechanical piping components that connect to a pipe by screwing onto the externally threaded end of the pipe. They are manufactured according to ANSI/ASME B16.5 standard, which defines the dimensional, material, and pressure requirements for pipe flanges and fittings up to NPS 24. The internal bore of the threaded flange is machined with an NPT (National Pipe Taper) thread per ASME B1.20.1 — an internally threaded, tapered center that screws onto matching external pipe threads. This eliminates the need for welding, making threaded pipe flanges practical for locations where hot work is not permitted, maintenance access is required, or future disassembly is needed.
NPT Thread Mechanics: How the Connection Works
ASME B1.20.1 is the American National Standard for General Purpose Pipe Threads, specifically covering inch-based threads. It defines the dimensional and gaging requirements for:
| Thread Type | Full Name | Used in Threaded Flanges? |
| NPT | National Pipe Taper | Yes — the only type used for pressure-tight flanged connections |
| NPSC | National Pipe Straight Coupling | No — straight thread for couplings; not for pressure-tight joints |
| NPTR | National Pipe Taper Railing | No — railing fittings only |
| NPSM | National Pipe Straight Mechanical | No — mechanical assembly only; not for pressure sealing |
| NPSL | National Pipe Straight Loose | No — general mechanical use only |
The NPT thread has a taper of 1 in 16 on diameter (3/4 inch per foot), conforming to ANSI/ASME B1.20.1 and concentric with the flange opening to 5 mm/m. As the flange is screwed onto the pipe, this taper creates a progressive wedging action that tightens the joint mechanically and generates contact stress between the thread surfaces. The thread form uses a 60-degree included angle with flat crests and roots.
Thread Configuration by Pressure Class
The physical thread configuration on the back face of a threaded pipe flange differs by pressure class. ANSI/ASME B16.5 specifies different back-face geometry for Class 150 versus Class 300 and higher:
| Pressure Class | Back Face Configuration | Chamfer | Counterbore |
| Class 150 | No counterbore. Threads chamfered to the thread major diameter. Chamfer is concentric with the thread and counts as part of the overall thread length. | ~45° down to thread major diameter | Not present |
| Class 300 and above | Counterbore present on back face. Threads chamfered at approximately 45 degrees to the thread axis, terminating at the counterbore diameter. Both counterbore and chamfer are concentric with the threads. | ~45° to thread axis, terminating at counterbore | Present |
Reducing Flange Threads
In reducing threaded flanges, the effective thread length must be at least equal to that specified for the matching threaded flange class. The threads are not required to extend all the way to the flange face. The minimum effective thread length is determined by the smaller pipe size being connected, not the flange OD class.
Thread Gaging
Thread gaging is the inspection process that verifies NPT threads in a threaded pipe flange meet dimensional requirements per ANSI/ASME B16.5 and B1.20.1. Internal threads must be inspected using gages equipped with a gaging notch. When using working gages, the thread depth may be one full turn over or under the notch.
- Class 150 flanges (chamfer, no counterbore): The inspection reference is the first thread start, unless the chamfer exceeds the thread major diameter. If it does, the reference point is the last visible thread mark on the chamfer cone.
- Class 300 through 2500 (with counterbore): The reference point is the final thread mark on the chamfer cone, which terminates at the counterbore diameter.
Thread Sealant: Always Required
NPT threads alone are not considered a fully reliable pressure seal for industrial fluids. The thread form creates mechanical engagement but leaves micro-voids between the thread flanks that allow fluid to pass under pressure. A thread sealant is required in all pressure applications.
| Sealant Type | Common Name | Typical Application | Code Reference |
| PTFE tape | Teflon tape | Water, gas, air, steam at moderate temperature and pressure | Permitted under ASME B31.3 with correct application method |
| Anaerobic thread sealant | Pipe dope / compound | Hydrocarbons, higher-pressure process piping | Manufacturer data sheet; verify fluid and temperature compatibility |
| PTFE paste compound | Thread sealant paste | Larger diameter threads; irregular or worn thread surfaces | Confirm chemical compatibility with process fluid before use |
2. The Bolted Joint: How a Threaded Pipe Flange Seals
Once the threaded pipe flange is assembled onto the pipe, it connects to the mating companion flange through a standard bolted flanged joint with a gasket between the two faces. This follows the same mechanics as any ANSI/ASME B16.5 flanged connection. The pressure seal is not made by the bolts. The bolts generate the clamp load that compresses the gasket. The gasket is what seals. Gasket selection, seating stress, and bolt load distribution all directly affect whether the joint leaks.
Gasket Selection for Threaded Pipe Flanges
The gasket must be selected based on face type, fluid service, operating temperature, and pressure. ASME B16.20 (Metallic Gaskets) and ASME B16.21 (Nonmetallic Flat Gaskets) govern gasket dimensions and materials for use with B16.5 flanges.

| Gasket Type | Compatible Face Type | Typical Service | Temp. Limit |
|---|---|---|---|
| Spiral-wound (SW) | Raised Face (RF) | Process piping, steam, hydrocarbons — suitable for all pressure systems up to 2500 psi | Up to 1500°F |
| Solid flat ring (metal) | Raised Face (RF) | High-temp, high-pressure service, critical joints | No practical limit |
| Full-face PTFE sheet | Flat Face (FF) | Water, mild chemicals, food and pharmaceutical service — pressure applications up to 300 psi | Up to 500°F |
| Full-face rubber (EPDM/NBR) | Flat Face (FF) | Water, wastewater, low-pressure utility service — pressure applications up to 300 psi | Up to 250°F |
| Compressed fiber sheet | RF or FF | Steam, water, general industrial, moderate temperature | Up to 700°F |
| Ring joint (oval/octagonal) | RTJ groove | High-pressure refinery, wellhead, Class 900+ | No practical limit |
Bolt and Stud Specification per ASME B16.5
The bolting material must be compatible with the flange material, service temperature, and pressure class. ANSI/ASME B16.5 defines acceptable bolting specifications for each pressure class and service condition. Using the wrong bolt grade, even with a correctly specified flange, is one of the most common causes of joint failure in the field. The most widely used bolting materials for threaded pipe flanges are:
- A193 B7 — the most common stud bolt in industrial piping. Suitable for general process, oil and gas, and steam service.
- A307 Gr. B — carbon steel bolts used in waterworks and low-pressure utility applications.
- A193 B8 — stainless steel studs for corrosive service.
- A193 B8M — molybdenum stainless studs required when flanges are A182 F316 forged stainless steel.
- A193 B7M — chrome-moly studs used in high-temperature steam and sour service applications.
- A194 2H — heavy hex nuts, the standard pairing with A193 B7 studs in most process piping services.
Bolted Joint Assembly Sequence
- Thread assembly: The flange is made up on the pipe to correct NPT engagement per ASME B1.20.1 with thread sealant applied to the male threads.
- Gasket placement: The gasket is centered on the flange face. Gasket type must be compatible with the face type (RF, FF, or RTJ) per ASME B16.5.
- Stud and nut assembly: Stud bolts are passed through matching bolt holes and nuts run down finger-tight. ASME B16.5 specifies bolt and nut materials for each pressure class and service.
- Cross-bolt tightening: Nuts are tightened in a cross-bolt (star) pattern to distribute the clamp load evenly across the gasket. Sequential tightening around the flange causes uneven gasket compression and leakage.
- Torque to specification: Final bolt torque is governed by the gasket manufacturer’s installation specification and the project engineering procedure.
- Re-torque after initial pressurization: Gasket creep and bolt relaxation after initial pressurization can reduce clamp load. Many specifications require re-torquing after the first heat-up or pressure cycle.
3. How a Threaded Pipe Flange Handles Pressure and Temperature
Pressure and temperature ratings for threaded pipe flanges are defined in ASME B16.5 and are not fixed values. The allowable working pressure decreases as operating temperature increases because the yield strength of the material reduces at elevated temperature. This is captured in the pressure-temperature (P-T) rating tables in B16.5, organized by material group and pressure class.
Example: Pressure-Temperature Ratings by Class and Material Group
The table below shows allowable working pressures per ANSI/ASME B16.5 for two of the most common threaded flange materials at two different temperatures. These values are provided as a reference. Always verify against the current edition of ANSI/ASME B16.5 for your specific material group and operating conditions before specifying or installing.
| Class | Group 1.1 (A105) – 100°F (psi) | Group 1.1 (A105) – 500°F (psi) | Group 2.2 (F316) – 100°F (psi) | Group 2.2 (F316) – 500°F (psi) |
| 150 | 285 | 230 | 275 | 230 |
| 300 | 740 | 600 | 720 | 600 |
| 600 | 1480 | 1200 | 1440 | 1200 |
| 900 | 2220 | 1800 | 2160 | 1800 |
| 1500 | 3705 | 3000 | 3600 | 3000 |
| 2500 | 6170 | 5000 | 6000 | 5000 |
4. Limitations in Dynamic and Cyclic Service
One of the most important engineering limitations of threaded pipe flanges is their vulnerability to leakage under vibration, thermal cycling, and pressure cycling. This limitation is recognized in both ANSI/ASME B16.5 and ASME B31.3, and directly affects where threaded flanges can and cannot be used. The table below breaks down the most common service conditions, their risk level, and what action to take for each.
| Service Condition | Risk Level | Cause | Recommended Action |
|---|---|---|---|
| Steady-state, low vibration | Low | Minimal dynamic loading on thread joint | Standard threaded pipe flange acceptable |
| Vibrating equipment (pumps, compressors) | High | Vibration progressively loosens NPT thread engagement | Specify socket-weld or weld-neck flange |
| Thermal cycling (frequent hot/cold swings) | Medium-High | Thermal expansion and contraction apply cyclic load to threads | Seal weld may be required per ASME B31.3 |
| Cyclic pressure service | Medium | Repeated pressure load fatigues thread sealant and engagement | Review B31.3 service category requirements |
| Steam above Class 300 | High | Combined thermal and pressure cycling; leakage risk over time | Weld-neck or socket-weld preferred above Class 300 |
| Hazardous fluid service (flammable/toxic) | High | Leakage risk unacceptable for Category M fluid per B31.3 | Engineering review required; seal weld likely specified |
ASME B31.3 Requirements for Threaded Connections
- Category D Fluid Service: Threaded connections permitted without additional restriction where service is non-flammable, non-toxic, gauge pressure does not exceed 150 psi, and temperature is between -20°F and 366°F.
- Normal Fluid Service: Threaded connections are permitted but engineering judgment is required for elevated-temperature or high-cycle applications. Seal welds may be required by the project specification.
- Category M Fluid Service: Threaded connections are generally not permitted. Welded connections are required for highly toxic fluid service.
- Seal weld: ASME B31.3 permits and in some cases requires a seal weld over threaded connections in elevated-temperature or critical services. The seal weld eliminates the leakage path through the threads but removes the ability to disassemble the joint.
Size Limitations for Threaded Pipe Flanges
Threaded pipe flanges are practical in small bore piping but become increasingly difficult to assemble correctly at larger sizes. The table below outlines the recommended use by pipe size range based on industry practice.
| NPS Range | Threaded Flange Use | Industry Practice |
|---|---|---|
| NPS 1/2 to NPS 2 | Most common range | Standard for utility, instrument, and maintenance connections |
| NPS 2-1/2 to NPS 4 | Common with engineering review | Used in general process and waterworks; torque control important |
| NPS 5 to NPS 6 | Limited use | Only where welding is genuinely not feasible; engineering approval |
| NPS 8 and above | Not recommended | Thread make-up impractical in field; weld connections are standard |
5. Threaded Pipe Flange vs. Other Flange Types
Not every piping connection calls for the same flange type. Here is how threaded pipe flanges compare to the other main options available under ANSI/ASME B16.5.
| Flange Type | Connection Method | Welding Required | Pressure Classes (B16.5) | Typical Application | Primary Limitation |
| Threaded | NPT thread onto pipe end | No (seal weld optional) | Class 150-600 typical | No-weld zones, maintenance and instrument connections, small bore | Not for vibration, high-temp cycling, or Class 900+ without derating |
| Socket-Weld | Pipe inserted into socket, fillet weld | Yes (one fillet weld) | Class 150-2500 | Small bore high-pressure service, clean fluids | Crevice at socket base; not for corrosive fluids that trap in crevice |
| Slip-On | Pipe through bore, two fillet welds | Yes (two fillet welds) | Class 150-2500 | General service where easy fit-up and lower cost are priorities | Lower fatigue strength than weld-neck; two welds required |
| Weld-Neck | Butt-welded to pipe with matching bore | Yes (full penetration butt) | Class 150-2500 | High-pressure, high-temp, cyclic, and critical service | Higher cost; bore must match exact pipe schedule |
| Lap Joint | Stub end welded; flange rotates freely | Yes (on stub end) | Class 150-2500 | Lined pipe, dissimilar metals, alignment-critical connections | Lower rating than weld-neck; stub end material must match pipe |
| Blind | No bore; closes end of piping | No | Class 150-2500 | Line isolation, pressure testing, future connection provisions | Not a pipe-joining flange; no flow path |
| Flange Type | Connection & Welding | Pressure Class | Application & Limitation |
|---|---|---|---|
| Threaded | NPT thread onto pipe end; No welding (seal weld optional) | Class 150–600 typical | No-weld zones, maintenance and instrument connections, small bore. Not for vibration, high-temp cycling, or Class 900+ without derating |
| Socket-Weld | Pipe inserted into socket; one fillet weld | Class 150–2500 | Small bore high-pressure service, clean fluids. Crevice at socket base; not for corrosive fluids |
| Slip-On | Pipe through bore; two fillet welds | Class 150–2500 | General service, easy fit-up, lower cost. Lower fatigue strength than weld-neck |
| Weld-Neck | Butt-welded to pipe; full penetration weld | Class 150–2500 | High-pressure, high-temp, cyclic service. Higher cost; bore must match pipe schedule |
| Lap Joint | Stub end welded; flange rotates freely | Class 150–2500 | Lined pipe, dissimilar metals, alignment-critical. Lower rating than weld-neck |
| Blind | No bore; no welding | Class 150–2500 | Line isolation, pressure testing. Not a pipe-joining flange |
Conclusion
Threaded pipe flanges are practical, weld-free connections that work well in the right conditions, but choosing one requires careful evaluation of the specific service environment. Under vibration, thermal cycling, or in services involving hazardous fluids at elevated pressure, a thread-sealed connection is inherently less reliable than a welded alternative.
Reliable specifications begin with an experienced supplier. Our sales team at API International specializes in navigating complex flange requirements to ensure your system meets its design specifications. Explore our comprehensive range of flanges in our online product catalog, or contact us for custom options tailored to your unique project needs. Get connected with a dedicated sales representative today, or call us at 503.692.3800.
Threaded Pipe Flanges FAQs
What are threaded flanges?
Threaded flanges (also called screwed flanges) feature internal threads that allow them to be screwed directly onto the external threads of a pipe. This design enables a secure, non-welded connection and makes them ideal for systems where welding isn’t feasible or safe.
What is the difference between a threaded flange and a slip-on flange?
Threaded flanges are better suited for low-pressure systems and are easier to install without welding. In contrast, slip-on flanges require welding and are typically used in higher-pressure applications where additional strength is needed.
When are threaded flanges the right choice?
Threaded flanges are ideal for low-pressure, non-critical piping systems, especially where welding is unsafe or impractical. They’re also convenient for temporary setups or systems needing frequent disassembly.
How to install a threaded flange?
Quick Guide:
Prepare the pipeline and clean threads.
Apply a thread sealant or Teflon tape.
Screw the flange onto the pipe until snug.
Use a wrench to tighten as needed.
Align flanges for gasket seating.
Insert gasket.
Install bolts evenly.
Perform a final torque check.
How to order threaded flanges from API International?
To order threaded flanges from API International, determine your required pipe size, pressure class, material, threaded connection, and any special standards (such as ANSI/ASME B16.5). Contact API International’s experienced team, who will help you select the right flange for your application.