





1. How Threaded Flanges Seal
What are Threaded flanges?
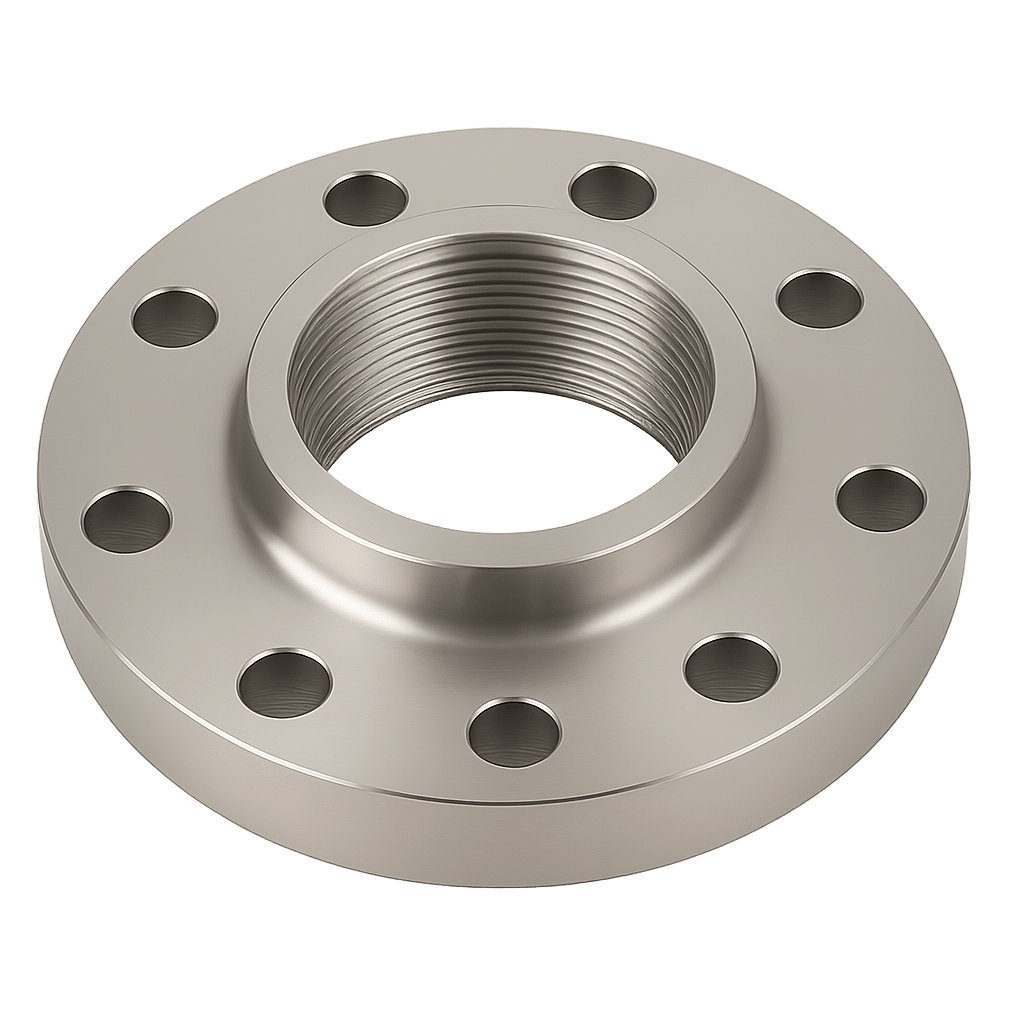
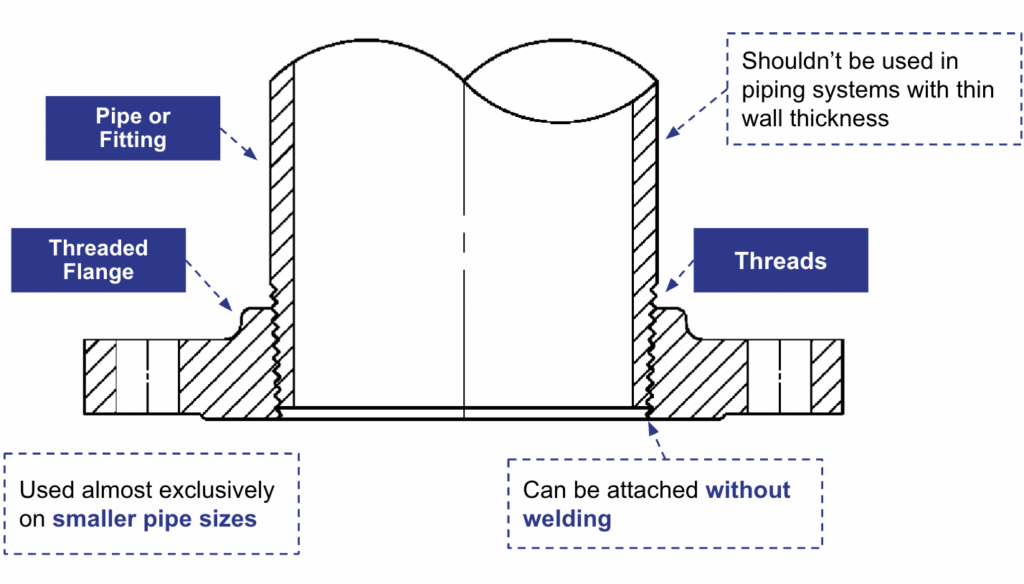
Threaded flanges are a type of pipe fitting that connects to a pipe using screw threads instead of welding. They’re also called “companion flanges” when used as the matching flange that bolts to a valve, pump, or mating flange in a non-welded joint. The flange has a hole in the center with internal threads, and it fits onto a pipe that has matching external threads.
Threaded flanges are manufactured according to ANSI/ASME B16.5, which defines the dimensional, material, and pressure requirements for pipe flanges and fittings up to NPS 24. The internal bore of the flange is machined with an NPT (National Pipe Taper) thread per ASME B1.20.1.
How the Sealing Mechanism Works
- Thread engagement: The NPT taper wedges the male and female threads together as the flange is installed onto the threaded pipe. ASME B1.20.1 defines hand-tight and wrench-tight engagement turns per pipe size.
- Thread sealant: Applied to male threads before assembly. Fills micro-voids between thread flanks that would otherwise allow fluid to pass. Always required per ASME B31.3 (process piping).
- Bolted joint: Once on the pipe, the flange bolts to a mating flange with a gasket between the two faces. The gasket creates the flange-to-flange seal. The thread creates the flange-to-pipe seal.
Where Threaded Flanges Perform Well
- Low to moderate pressure service: Class 150, 300, and 600 in stable, non-cyclic conditions
- No-weld applications: hazardous atmospheres, explosive environments, or where hot work permits are impractical
- Systems requiring regular disassembly: maintenance connections, instrument connections, chemical injection points
- Small bore piping: most practical in NPS 2 and below, commonly used up to NPS 4
- Utility and waterworks service: water, air, instrument air, low-pressure steam per AWWA C207
Where Threaded Flanges Have Limitations
- Vibrating equipment: NPT threads progressively loosen under sustained vibration from pumps, compressors, or reciprocating equipment
- Thermal cycling: repeated expansion and contraction from hot/cold cycling in temperature fatigues the thread sealant layer and can reduce engagement over time
- Class 900 and above: ANSI/ASME B16.5 applies reduced pressure-temperature ratings to threaded end connections at Class 900, 1500, and 2500
- Hazardous fluids: ASME B31.3 restricts or prohibits threaded connections in Category M (highly toxic) fluid service
- Large bore piping: above NPS 4, correct NPT thread make-up becomes impractical in field conditions
2. How Socket Weld Flanges Seal
What are Socket Weld Flanges?
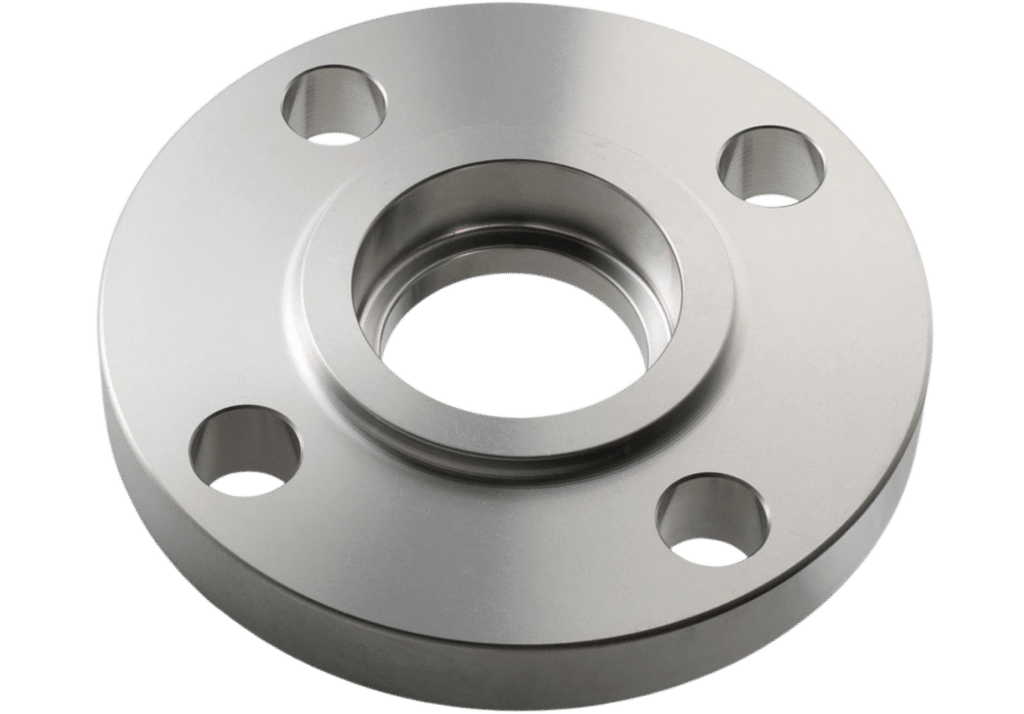
Socket weld flanges, sometimes called counterbore flanges, are a type of pipe flange designed with a recessed area, or socket, inside the bore. This socket allows a pipe to be inserted into the flange before being welded around the hub. This type of flange creates a strong and reliable connection. Also, because of this design, socket weld flanges are typically used for small diameter and high-pressure piping. This helps minimize the risk of leakage.
Socket weld flanges are manufactured according to international standards. The most common standards are ANSI/ASME B16.5 for sizes up to 24 inches and ANSI/ASME B16.47 for larger diameters. These standards cover dimensions, pressure-temperature ratings, tolerances, and marking requirements.
How the Sealing Mechanism Works
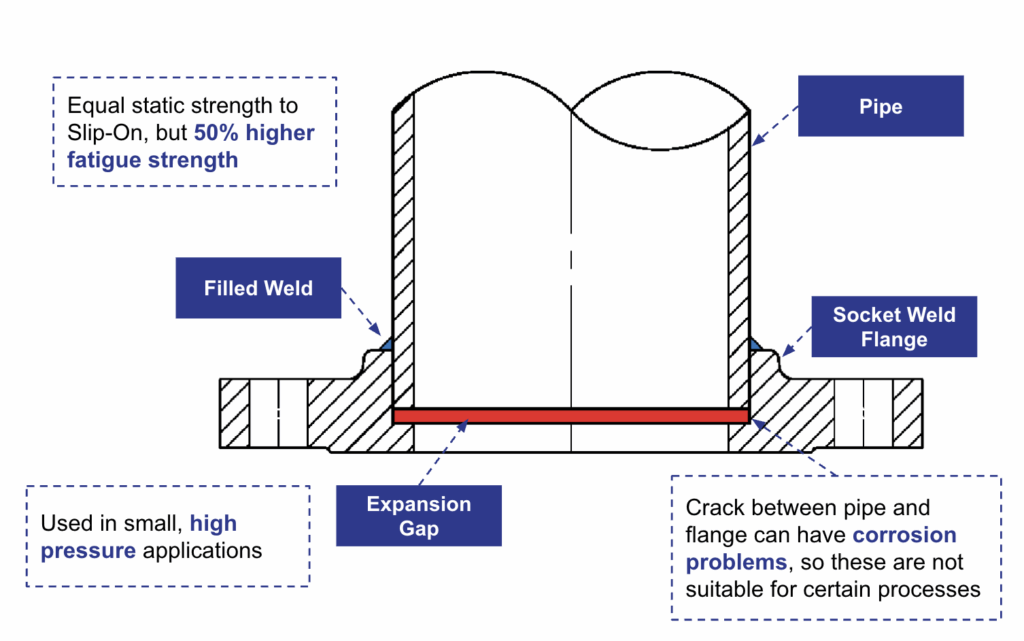
- Socket bore: The pipe is inserted into the socket until it bottoms out, then pulled back approximately 1/16 inch (1.6 mm) to create a gap that accommodates thermal expansion during welding and service. ASME B16.11 defines socket bore dimensions by pipe size and schedule.
- Fillet weld: The welder applies a single fillet weld around the full circumference of the pipe at the socket opening. This weld penetrates to fuse the pipe wall and socket bore, creating a continuous metallic joint. Weld quality per the applicable welding code is critical to sealing performance.
- Bolted joint: Same as threaded flanges — the flange bolts to a mating flange with a gasket between the two faces. The gasket creates the flange-to-flange seal. The fillet weld creates the flange-to-pipe seal.
- Single seal mechanism: Unlike threaded flanges, the socket weld assembly relies on one primary sealing mechanism at the pipe connection: the weld. There is no secondary sealant layer that can degrade.
Where Socket Weld Flanges Perform Well
- Vibrating equipment: the rigid welded joint does not loosen under sustained vibration
- Thermal cycling: the fillet weld tolerates thermal stress better than thread sealant compounds
- Higher pressure classes: appropriate for Class 150 through 2500 across the full size range
- Hazardous fluids: Most services, including Category M applications, allow socket weld flanges where ASME B31.3 restricts threaded connections.
- Small bore high-pressure service: the preferred choice for Class 600 and above in NPS 2 and below
- Permanent installations: where joint disassembly is not required or anticipated
Where Socket Weld Flanges Have Limitations
- Welding required: hot work permits, certified welders, and post-weld inspection are all needed.
- Crevice corrosion risk: the small gap between the pipe end and socket bore creates a crevice that can trap fluid and promote corrosion in aggressive service.
- Not for corrosive service: the socket crevice makes socket welds unsuitable for highly corrosive fluids, particularly in chloride-containing or acidic environments.
- Cannot be disassembled: the weld must be cut to remove the flange; not appropriate where future disassembly is required.
- Radiographic inspection limitations: the socket geometry limits full weld inspection; most codes require magnetic particle or liquid penetrant testing rather than radiography.
3. Detailed Comparison: Threaded vs Socket Weld Flanges
Specification Detail | Threaded Flange | Socket Weld Flange |
|---|---|---|
Sealing mechanism at pipe connection | NPT thread taper + thread sealant compound. Two components must both function. | Fillet weld — fully metallic, single sealing mechanism. No sealant required. |
| Welding required | No. Seal weld is optional and only required in certain services per ASME B31.3. | Yes. Socket weld flanges always require a fillet weld, certified welder, and inspection. |
| Pressure classes (ANSI/ASME B16.5) | Class 150 through 2500. Class 150-600 most common. Reduced P-T ratings at Class 900+ for threaded ends. | Class 150 through 2500, full ratings apply. No derating for socket weld end connections. |
| Vibration resistance | Lower. NPT threads can progressively loosen under sustained vibration. Not suitable near pumps or compressors. | Higher. The fillet weld creates a rigid joint that does not loosen under vibration. |
| Thermal cycling performance | Moderate. Thread sealant can degrade under repeated hot/cold cycles. Engagement may reduce over time. | Good. The fillet weld tolerates thermal stress well. Engineers approve socket weld flanges for high-temperature cyclic service. |
| Ease of disassembly | High. The flange can be unthreaded from the pipe without cutting, provided no seal weld has been applied. | Low. The weld must be cut to remove the flange. Not suitable where future disassembly is required. |
| Corrosive fluid service | Crevice risk at thread roots. Not recommended for aggressive corrosive service without engineering review. | Crevice risk at socket gap. Not suitable for highly corrosive or chloride-containing fluids. |
| Hazardous fluid service (ASME B31.3) | Category M service restricts threaded flanges. Many elevated-temperature services require seal welds. | Generally permitted with weld inspection. Suitable for most hazardous fluid services. |
| Practical size range | NPS 1/2 to NPS 4 in most applications. Above NPS 4, thread make-up is impractical in field conditions. | NPS 1/2 to NPS 4 most common. Available to NPS 6 per ASME B16.11 for socket-weld fittings. |
| Cost and installation time | Lower installed cost in most cases. No welder required. Faster assembly in field conditions. | Higher installed cost due to welding labor, certification requirements, and post-weld inspection. |
| Applicable standard | ANSI/ASME B16.5 (flanges), ASME B1.20.1 (NPT thread), ASME B31.3 (piping code) | ANSI/ASME B16.5 (flanges), ASME B16.11 (fittings dimensions), ASME B31.3 |
4. The Seal Weld Option for Threaded Flanges
- What it is: A fillet weld applied over the threaded connection after the pipe is fully made up to correct thread engagement
- Purpose: Eliminates the leakage path through the thread roots. Does not add structural or pressure-retaining strength
- When required: ASME B31.3 requires seal welds in certain elevated-temperature, cyclic, or hazardous fluid services. Always check the applicable piping class
- Effect on assembly: Once a seal weld is applied, the threaded joint cannot be disassembled without cutting. The primary advantage of a threaded flange is eliminated
- Practical implication: If the project requires a seal weld anyway, socket weld or weld-neck flanges are usually the better specification. They provide a superior welded joint without the compromise of an over-threaded bore
- Code reference: ASME B31.3-2022 — Threaded Joints